Delivering Quality, Sustainable Treated Grain from Harvest to Animal
Introduction – The Role of the Adesco Grain Treatment Programme in the “Grain Chain”
The safe storage of grain (from harvest to consumption by the animal) is a key process in the success of both grain growing and livestock farming. Many grain growers deliver grain at harvest to the merchant (thus ending their involvement) and the livestock farmer buys from the merchant (either directly or through a feed compounder) without knowing what has happened to the grain in the interim. The links between the two form the “Grain Chain”
Figure 1: The “Grain Chain” for native grains and beans
This article looks at how treating grain the “Adesco Way” can increase efficiencies at all stages in the grain cycle. These efficiencies are mainly based on the delivery of quality treated grain after storage resulting in excellent nutritional performance in the animal. We will start by taking a look at the Grain Treatment Programme itself before focusing on each stage from the grower and merchants to the livestock feeder.
Adesco Grain Treatment (GT) Programme
In Ireland, drying grain to below 14% moisture was traditionally the initial step in safe storage. Over the last 22 years Adesco have pioneered a Grain Treatment (GT) Programme as an alternative to traditional storage methods.
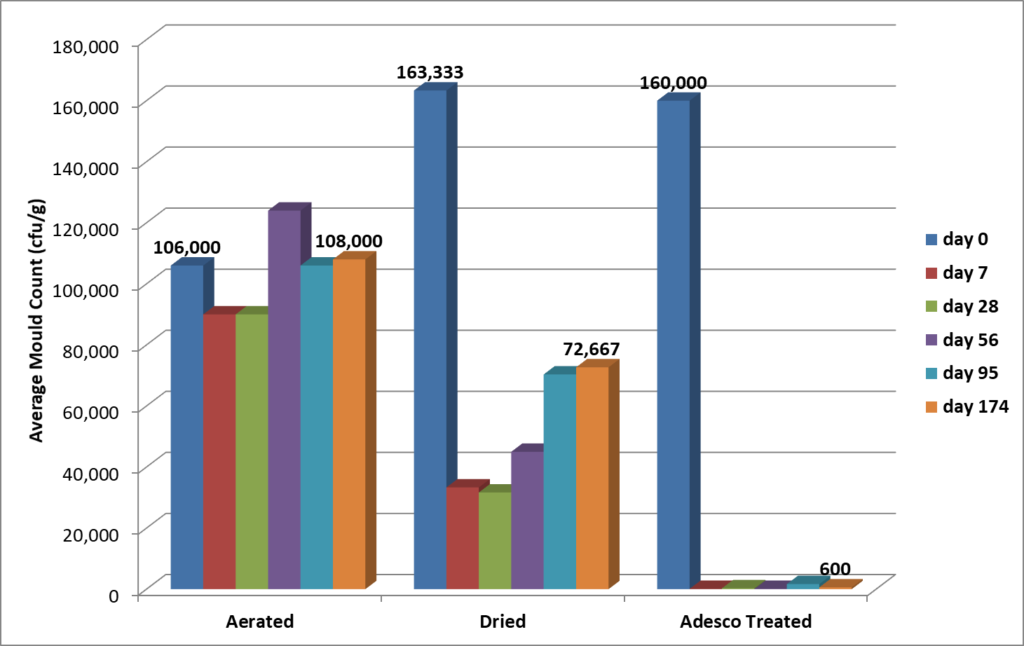
Today over 400,000 tonnes of native feed grain and field beans are successfully treated with our Mould Inhibitor products annualy. This allows the crop to be preserved to the highest quality at it’s natural moisture content (average 18.5%) as shown in Figure 2.
Figure 2: Long-term grain quality analysis results for differing grain processing methods
From an environmental perspective, Adesco Grain Treatment results in the avoidance of the equivalent of almost 3,000,000 litres of kerosene (7,500 tonnes of CO2-eq) each year – a 50% reduction in the carbon footprinting of processing & storage.
Results founded on research
Over the years Adesco have tested/trialled treated grain to the point where it ticks all the boxes for those involved from farm to feed, in particular the end user – the animals who consume the feed! See our R&D articles for regular updates on our latest research.
5 steps of Adesco’s GT Programme;
- Inspection of the proposed store
- Installation and calibration of suitable liquid application equipment.
- Supply of Mould Inhibitor Liquid- MycoCURB ES Liquid in IBCs or Bulk.
- Training of Operators in use of the system
- Monitoring liquid usage at harvest and managing liquid supply
During inspections we establish intake throughput, aeration & ventilation capacity and general cleanliness while also checking moisture measurement equipment and establishing how storage temperatures are monitored. These parameters are critical to subsequent steps.
The main objectives of the GT Programme is to sustainably deliver, safe, quality assured grain. This is achieved through:
- Improved Processing Efficiencies
- Reduction of Mould Count in harvested grain and inhibition of Mould growth during storage
- 50-70% reduction in processing carbon footprint
- Monitoring and control of Aeration and Ventilation of the grain in storage to control insect growth.
- Regular Quality sampling and analysis
- Animal performance trial
The ‘Grain Chain’
Whilst the benefits of using the GT programme at harvest are immediately obvious to the grain grower and the merchant; the benefits for the buyer/nutritionist, compounder and the livestock feeder are less apparent, naturally leading to obvious questions;
- Will it store safely?
- Is it safe to feed to all livestock? Will they eat it? Will they perform?
- Will its higher moisture content not affect nutrient density?
- Will it roll/ grind in my mill? Will it help pelletability?
- Will it store for long?
In the remainder of this post we discuss the benefits of Adesco Treated Grain from the grower to the livestock feeder to answer these questions.
Grain Grower
Grain Price:
Grain prices in Ireland are determined largely by the world grain market prices, which are influenced by supply and demand mainly impacted by varying weather conditions. As a relatively small grain producer, the local weather in Ireland has little or no impact on grain prices. However growers are seen to be at a disadvantage as the moisture content of the grain they harvest is on average 18% (thus requires drying) compared to the grain produced in other countries which is generally less than 14% moisture.
The Adesco GT programme addresses this perceived disadvantage by taking out some of the processing costs of getting the grain to the end user.
Flexibility at Harvest:
The grower is the first link in the “grain chain”. Twenty years ago, the average combine could harvest 2-3 ac/hr; today there are combines capable of doing 10ac/hr. This huge increase in capacity allows the grower to make better use of opportunities to cut, (especially in a year when the weather is broken) and to quickly move grain off farm to the local merchant.
Merchant
The local merchant plays a key role in the “Grain Chain” and potentially incurs the highest processing costs – weight loss, handling, fuel costs etc. Their actions can have a major impact on the feeding quality of the grain.
By treating grain at harvest the merchant is providing a product of the highest possible quality for subsequent links in the ‘Grain Chain’, while also improving processing efficiencies. As seen earlier in Figure 2, the excellent quality of treated grain (i.e. minimal mould presence) is maintained long after processing.
It is also obvious that the green grain moisture content has a considerable bearing on the variable costs of processing, fuel, labour etc but it’s variability can impact on the grain quality resulting from over drying, and throughput loss; factors which are not always taken into account.
Increased Throughput: Treatment vs Drying;
The increase in harvesting capacity creates problems for the merchants who dry grain particularly in a wet harvest. With high moisture grain dryer throughput can be down by 50% or more – just when you most need to get the grain processed quickly. Most older dryers would have capacities less than 50tph and with high moisture grain some could be as low as 10tph.
For a relatively low capital investment, by switching from drying to grain treatment, the grain merchant can install equipment capable of handling up to 200tph with little or no throughput reduction due to increased grain moisture content. The high throughput of the treating process has a huge advantage over the drying process, especially in poor weather harvests. Using Grain Treatment means shorter working hours and reduced stockpiling in merchant’s yards.
Mould Count Reduction;
Grain coming off the combine will contain moulds – mainly field moulds but also some storage moulds. If the grain is not processed quickly after harvest, grain stockpiles in merchant’s yards can heat and mould growth will increase rapidly which significantly impacts the nutritive value of the grain. Grain at relatively low moisture content which is only aerated in storage may contain high levels of moulds which will not be reduced by aeration only.
The rapid throughput with the treating process eliminates stockpiles in yards, and whilst treated grain may have a high moisture content, the effectiveness of the mould inhibitor products used in the treatment process ensures that grain is of very high quality as shown previously in Figure 2. Keep an eye out for regular quality updates post harvest.
Mycotoxin Control;
Moulds produce Mycotoxins (why and when is not always known) and whilst Mycotoxins already developed in the growing phase will not be eliminated by treatement or drying of grain, grain treatment will inhibit further growth of moulds and consequently Mycotoxins during the storage period.
As Mycotoxins can have a severe impact on animal performance (many are carcinogenic and are passed through the animal via meat, milk and eggs into the human food chain) toxin binders are commonly used in feed to reduce the impact of Mycotoxins in the animal but surely a much better strategy is to ensure there is no increase in the levels in grain during the storage period?
In Store Monitoring;
Post-harvest, grain stores should be monitored to ensure that grain temperatures are reduced to below 10°C as soon as possible.
Temperature monitoring can be done by walking the grain and inserting a temperature probe at regular intervals and recording the results by date and location in the store.
Adesco encourages merchants to use temperature monitoring systems and have partnered with Robydome Electronics who have supplied us with manual and now automated systems for over 15 years.
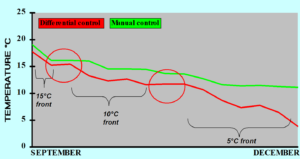
These systems have fixed probes, either wired or wireless and the readings can be down loaded to a hand held reader at ground level or can be fully automated to control the aeration and extraction system. The level of control available via the modern automated systems is significant as shown in Figure 3 below.
Figure 3: Temperature profile of automated vs manual grain cooling over time
Adesco personnel also visit stores regularly to check and discuss temperature monitoring with store managers. Samples are also taken for quality analysis during these visits.
Sample Testing:
Sampling throughout the storage period is important to confirm the expected level of quality is being maintained im store.
We collect samples at different stages post harvest which are then sent to Kemin’s CLS laboratory for Total Mould Count and moisture. Other tests can also be facilitated also. Findings are regularly reported to our programme members.
Grain Buyer (Trader/Feed Mill)
Hectolitre Weight and Moisture Content are the main two parameters on which grain has been traded for generations.
Hectolitre Weight i.e. weight per unit volume, is a relatively simple test to perform and the general perception was that the higher the number the better the feeding value of the grain. More recent research shows that Hectolitre Weight is a poor predictor of the digestible energy value of the cereal ( Zilstra, et al.1999: O’Doherty and Dore 2001) and that the chemical characteristics – eg Crude Protein and Crude Fibre (NDF & ADF) are more accurate predictors of the nutritive value of the cereal. Until now chemical testing has been expensive & slow but the advent of NIR has changed that situation and as mentioned above Adesco can carry out testing with its own NIR analyser.
Moisture Content will remain an important standard for grain buyers simply because moisture is essential for the living organisms that cause spoilage in grain – moulds, mites, insects etc; these cannot survive or have reduced reproductive capacity in grain dried to 14%. The preservation effect of MycoCURB ES Liquid used in the Grain Treatment process ensures that grain at higher moisture can be similar if not better quality than dried grain.
Nutritionists
Historically, higher moisture content in a material is seen as a “diluent” on the other chemical parameters e.g. Protein, thus leading to a perceived requirement to increase the inclusion of high protein ingredients in order to restore the finished feed protein to the desired level. On the other hand, the possibility of damage to Protein and Vitamins whilst drying grain is seldom taken into consideration in formulating.
This is correct for untreated high moisture grain because of the effects of moulds, insects and heating, with a resulting negative impact on animal performance. However, for Adesco Treated Grain, the picture is very different.
Adesco have conducted both scientific and commercial trials with pigs where Adesco Treated Grain (>= 18% moisture) was substituted for dried grain – no account was taken in the feed formulation for the difference in as-fed nutrient content of dried versus treated barley. Results show comparable if not superior animal performance in pigs fed Adesco Treated Barley compared to Dried Barley.
Feed Compounder
The advantages for the feed compounder of using treated grain rather than dried are;
- Less Dust – less air bourne dust.
- Reduced Energy Consumption
Less Dust when Rolling:
When rolling treated grain, much less dust is produced as shown in Figure 4. Therefore valuable nutrient losses are reduced. Reducing air bourne dust means less cleaning, a safer work environment for staff, and a safer product to handle in the feed mill with a much-reduced risk of a dust explosion.
Figure 4 a & b – Quality of finished rolled product passing through a 1.18mm screen & kWh/ton rolled
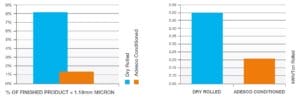
Reduced Energy Use:
Figure 4 also shows a 5% reduction in energy usage when rolling Treated Barley over dried Barley. This is due to the increased throughputs assoiated with rolling of the ‘softer’ kernals.
High moisture in treated grain has also been shown to improve pellatability and has been included in pelleted feeds for many years now without any negative impact on durability, shelf life or animal performace.
Grinding Treated Grain:
In most modern mills, the individual ingredients are not ground on their own – the weighed batch, consisting of (over 40%) high moisture treated grain plus ingredients ranging from 7% to 12% moisture will grind without any major impact on grinder throughput as experienced during our commercial trial work.
Livestock Farmer
Compound Feed is a major expense for the livestock farmer; animal performance is critical, and the quality of the feed ingredients must be of the highest standard. It is important that livestock feeders understand the impact that grain processing /storage conditions have on the quality of the feed they purchase. This quality is due to;
- the reduction in mould counts by treating or drying versus aerating.
- The reduced risk of Mycotoxins through faster processing.
- the prevention of insect growth by cooling
- the retention of the physical /coarse structure of treated Rolled Barley in maintaining rumen health.
- Treating grain with “acid” products does not predispose animals to Acidosis
Myth: Increased Acidosis when feeding Treated grain
There has been suggestions that treated grain will contribute to the incidence of Acidosis in ruminants because MycoCURB ES Liquid is “acid” in nature; in fact they are buffered organic acids with a pH above 6.0 which is within the range of what the rumen normally works at.
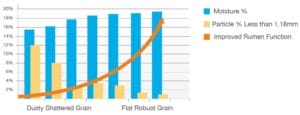
In practice treated grain rolls very well producing a flat cracked grain with the outer shell almost intact – ideal for maintaining good rumen function. Most of the Treated Barley we help our members process each year (over 300,000tonnes per annum) ends up being rolled and this has been happening for many years without any negative impact on animal performance as shown in Figure 5.
Figure 5 – Relationship between rumen function and moisture content & physical quality of rolled grain
Summary
In summary Adesco Treated Grain and Beans are a highly sustainable option for the ‘Grain Chain’ due to their high quality long after harvest, a 50%+ reduction in carbon footprint and the excellent performance results in the animal.